搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
3PE防腐管道厂家 3PE防腐管道,TPEP涂塑厂家 3PE防腐管道TPEP涂塑厂家
信息详情
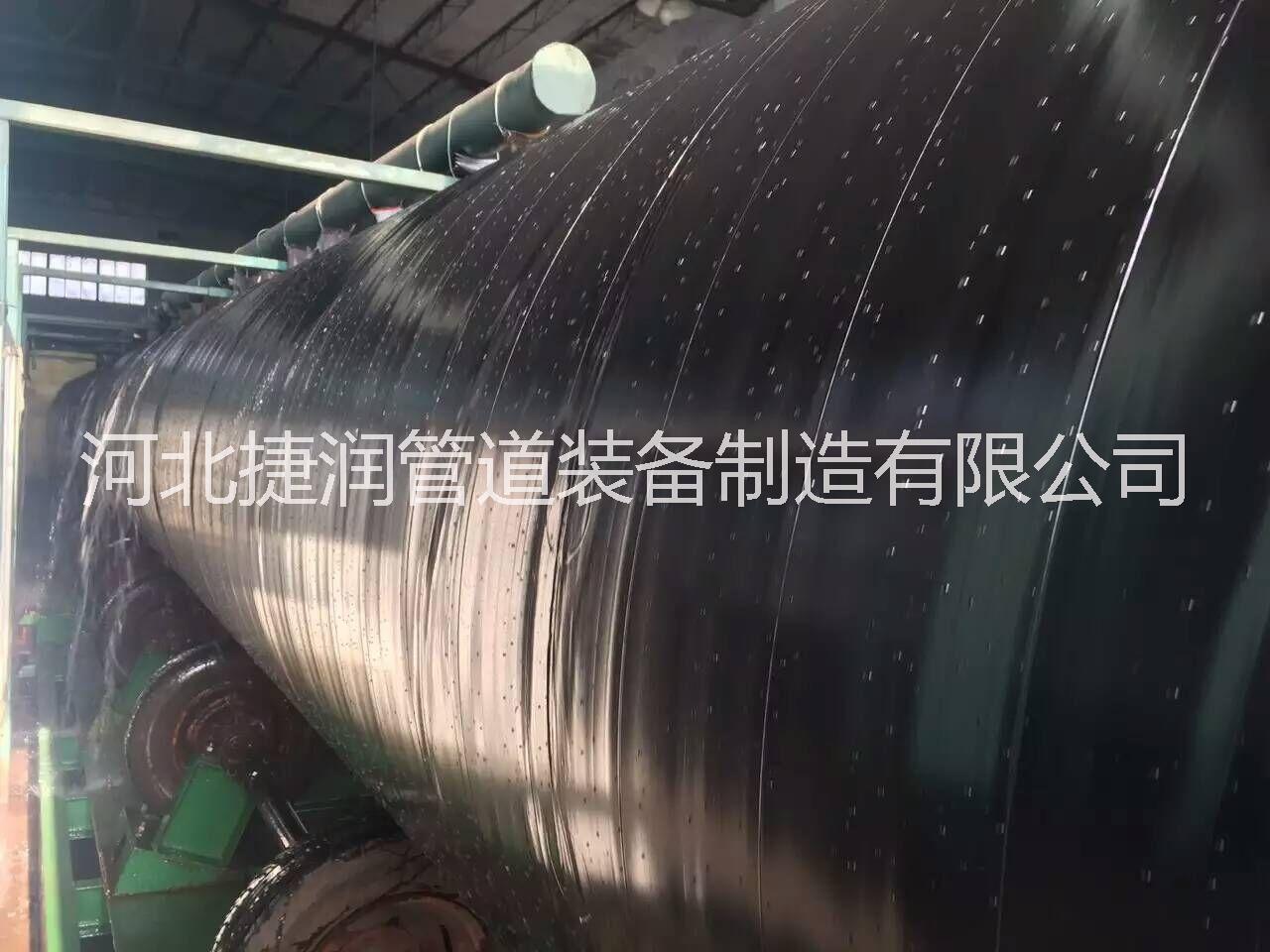
关于3pe防腐钢管母材包括无缝钢管,螺旋钢管和直缝钢管。
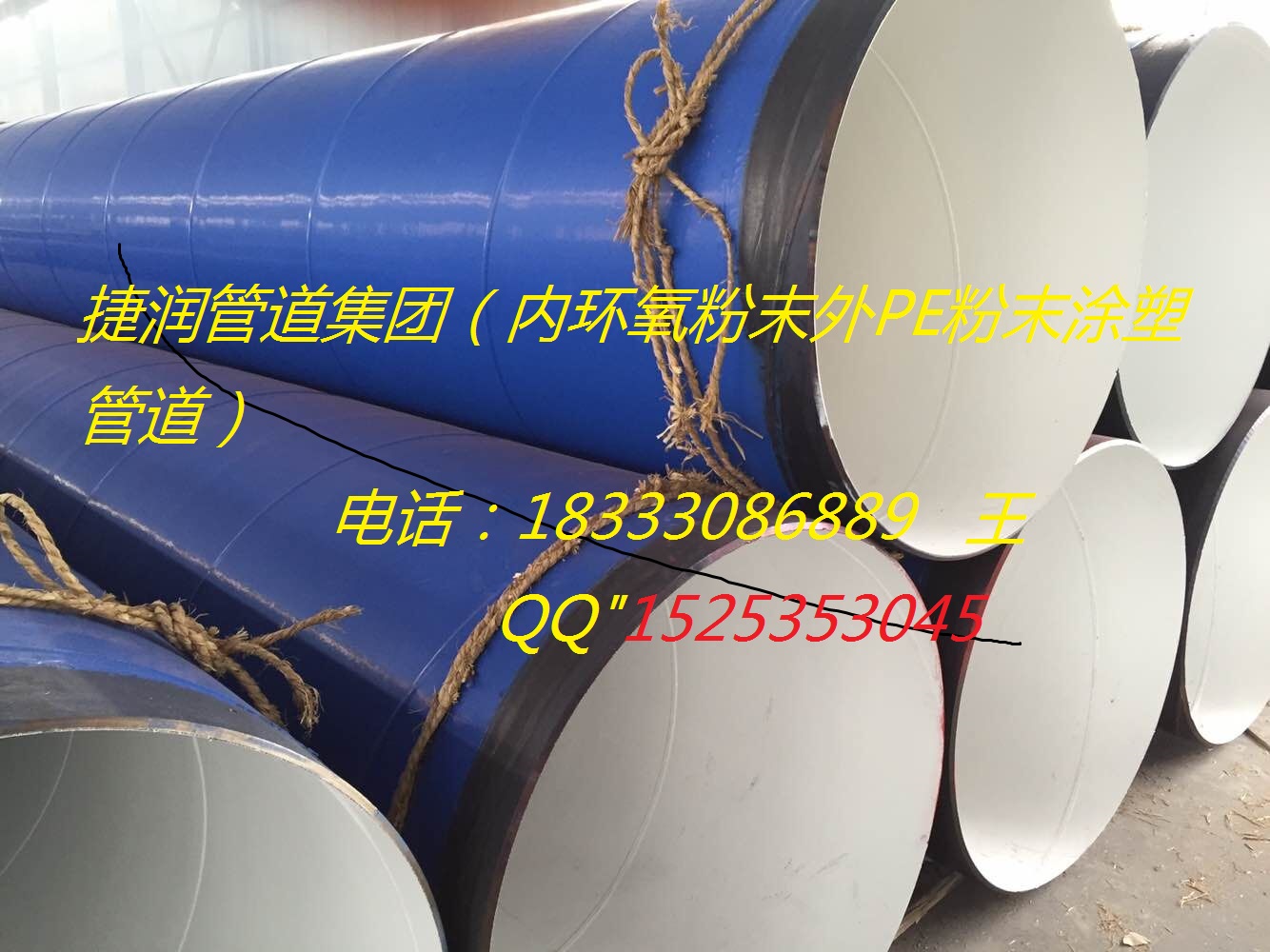
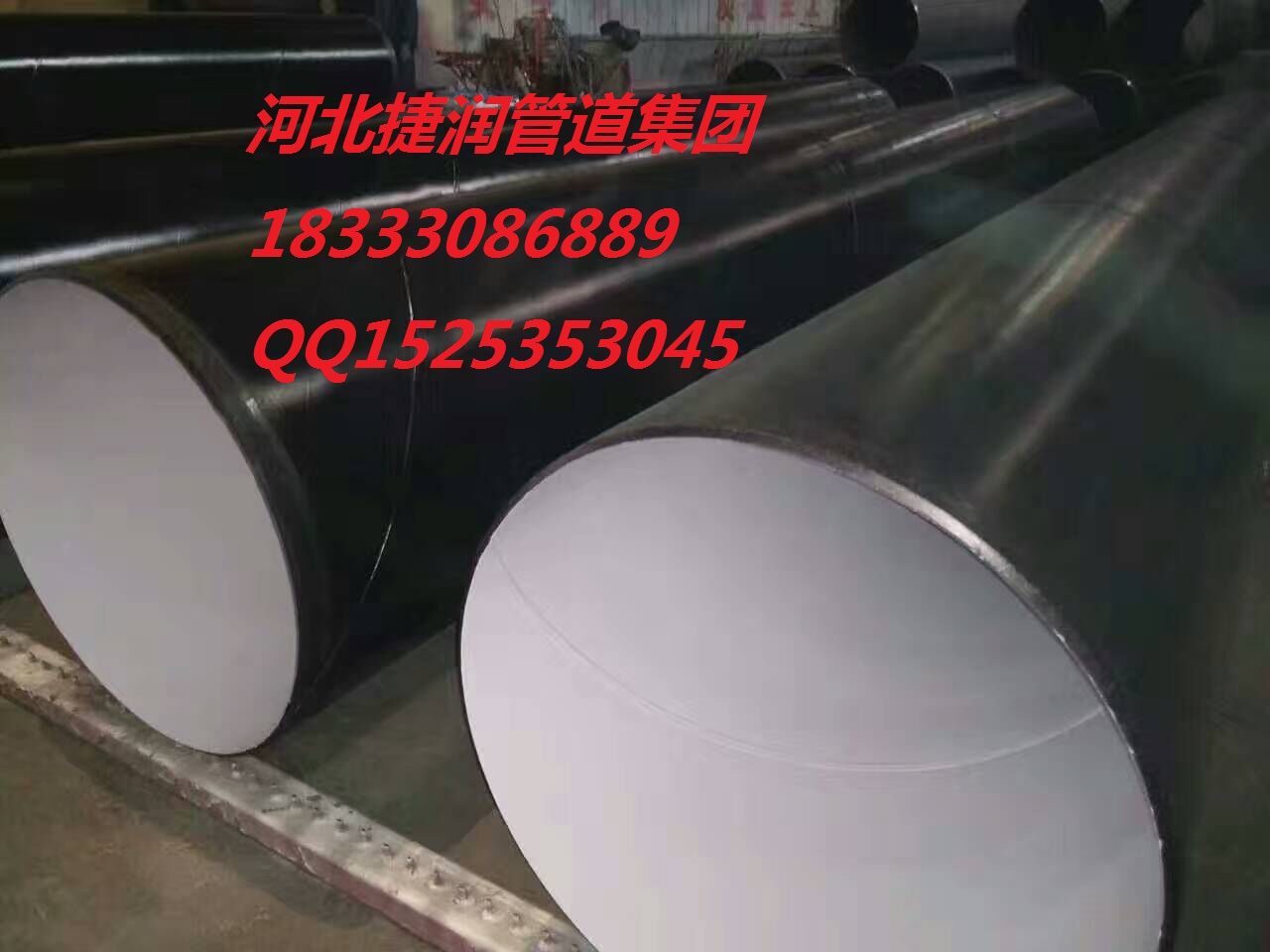
三层结构的聚乙烯(3PE)防腐涂层以其良好的抗腐蚀性、抗水气渗透性以及力学性能等,沧州捷润防腐管道,18333086889,在石油管道行业得到了广泛应用。
3PE防腐钢管一防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。
就是因为它们采用了不同的外防腐层。
对于我们所从事的工作,我们并不主张专讲大好形势,因为优势以相对稳定的状态出现而且已经在发挥着推动作用,而且专讲优势会使我们心理上过份沾沾自喜。
反之,劣势或缺陷正在使劲地拉走我们的客户。
所以从这个角度讲,克服缺陷、解决瓶颈问题就是我的要务。
因此**关心的是:阻碍涂塑复合钢管推广的瓶颈问题,及在本生产线中如何解决这些问题.一、基管成本高——镀锌管与焊管差价的诱惑,4-5-6三步法与4-5二步法降成本近1000元所有搞营销、包装和策划的高手也不得不承认,价格因素是市场推广的*锏。
要突出*势,企业必须拥有成本优势。
基管、热源、粉末涂料构成涂塑复合钢管的三大直接成本。
现有涂塑复合钢管基本上均以镀锌管为基管制成,高成本使市场扩张能力不够。
其销售价构成,简称三步法:就是步4000元/吨的焊管,第二步5000元/吨的镀锌管,第三步6000元/吨左右的涂塑复合钢管。
按焊管直接涂塑的复合钢管销售价构成看,基本上可用二步法来简单表述:就是步4000元/吨的焊管,第二步5000元/吨-5100元/吨的涂塑复合钢管。
这也是焊管内外直接涂塑生产线设计时的初衷与开发宗旨,即:以低的制造运行成本、低原材料成本、低维护成本、低人工耗用和零排放—生产一种—中*品质的给水涂塑复合钢管或涂塑钢管。
使其产品可基本上接近中档镀锌管的价位,从而确立强劲的性价比方面的竞争优势,快速渗透钢塑复合管乃至镀锌管的市场。
二、热源成本高——*与电能表面帐与实际帐,40kg×4.2元/kg与130kw·h×0.75元/kw·h的比较目前生产企业大多采用*作为涂装的热源,按理论计算:单位价值的*发热量明显超过电的发热量,但由于*燃烧气氛对涂层的影响,必需采用热交换器的间接式加热,再加出口排热,热损耗高达45~50%;而用电不但成本稳定且无污染。
目前传统内涂生产线耗*为40kg/h,按市场价4.2元/kg计,则每小时耗费168元。
本生产线采用电力的实际耗电为130kw·h/小时,以每度电0.75元/kw·h计,则每小时耗费97元。
三、粉末成本高——常用内涂粉与双高薄涂层的成本差别,中厚型普通粉末与薄型双高粉末的成本优势涂层厚度应大于等于3.0mm所带来的成本问题,这主要跟粉末细度、钢管除内毛刺、除内焊筋和工艺掌握尺度有关。
实验显示:厚涂层不但使附着力受到明显影响,还导致缩颈现象加剧,如果不采用动态流平工艺,还造成流挂等不利于表面平整度的现象发生,所以厚涂层不但成本高还可谓后患无穷。
热塑性粉末涂料如聚乙烯,高熔指往往伴随着低的熔点,也就是说伴随着低的物理强度。
反之亦然。
而涂装工艺要求粉末涂料既要容易涂装,也就是说希望它熔指要尽量高(涂装温度就可尽量低)。
又要保证良好的物理强度,也就是说表面硬度和熔点高一点,这本身是一对矛盾。
就好比我们要求一种材料既柔软,又有良好的刚性与强硬一样,因为对于同一种材料来说,硬往往伴随着脆。
我公司通过深入的研发工作,从粉末细度、涂装工艺等着手,把粉末涂层的厚度控制在界限。
同时通过选择*于聚乙烯内涂的树脂品种,使粉末涂料的性能向兼顾型转化,基本达到了高熔指对应高熔点。
上述革新既降低成本,又对附着力、缩颈现象、流挂等有明显改善。
四、运行成本高——单一功能与多功能复合生产线的区别,生产线涂装产品系列多功能的规模效益优势对于生产线的运行成本问题,不管是大型的设备专业分工很细的企业,还是中小型的仅上一条线的企业,只要设备开工率不超过70以上的,都必需考虑生产线的运行成本问题。
解决办法一是通过挖掘企业内部潜力,降低生产线的固定成本与周转材料成本。
解决办法二是增加生产线的复合功能,生产各种类型的钢管涂装产品,通过增加开工率降低生产线的运行成本。
所以本焊管直接涂塑生产线设计时综合了以下功能:单独外涂、单独内涂、内外同时涂装,也可涂装各类热塑性、热固性粉末涂料,可涂圆管和方管,实现了15~200管径的大跨度涂装。
五、附着力问题——各类金属涂装表面的粘结属性归纳分析,焊管金属面代替镀锌管金属面的附着力增强镀锌管与粉末涂层的附着力问题是我们这个行业技术上的难题。
一方面有时附着力指标不易达到要求,另一方面是不稳定。
对此我们认为是对粉末涂料粘结的机理和整个工艺过程研究和把握的问题。
经过我们的对比实验分析数据,造成附着力指标不易达到和不稳定的原因主要有1.金属表面本身被粘结的不同属性问题有的金属表面本身属性易被粘结,有的则不易.可知:前处理后的焊管表面属于一类范畴,镀锌表面属二类范畴,上表也证明了前处理的至关重要性,因为氧化的金属表面属于三类滞性表面,不能粘接。
所以,对于镀锌表面用于涂装,我们通俗的表述就是:花了钱买来了麻烦。
正是出于这种理论的指导,公司开发了用焊管直接进行涂塑的生产线。
2.金属表面比表面积偏小我们把理想状态下光滑的表面积称为表面,每平米金属面的表面积为1m2,外形每1m2的金属表面由于表面不同的粗糙程度其真实展开面积都会大于1m2,我们把这个真实展开面积叫做比表面积,比表面积越大,说明表面越粗糙,一般1m2金属表面的比表面积都大于3m2甚至更大。
涂装粘结所有假设理论的结合力,不管它以何种理论或何种结合力为主导,也就产说不管是以机械结合力、吸附力、渗透粘接力、静电作用力、化学键作用力等等为主导,其作用都是发生在粘接界面,和们由此完全可以得出粘接力与粘接表面的面积的高度相关关系的结论。
从这个角度分析,比表面积越大,也就是说表面越粗糙,粘结力就越大。
这也是我们前处理为什么要强调喷砂加深锚纹的原因。
由于镀锌层的金属锌表面强度低,也就是说它属于软质金属,再加上其涂装工艺过程中一般采用外抹内吹工艺,导致其表面光洁度高,比表面积低。
所以涂装粘结的附着力就小当然,并不是说焊管的比表面积天生就大,它同样也需要前处理,而且非常重要。
如果把涂装比做一幢建筑的话,前处理就是基础,实际上涂装所花费的人工中,大部份都是花在前处理上的。
还有,需要注意的是,理论上比表面积越大越好,实际并不是,因为我们实用使用的粉末细度均目都在70目左右,匹配不了。
如果比表面积大而粉末细度不能相应提高,我们在放大镜下观察涂层切面,发现涂层出现空鼓,这对涂装是相当不利的。
3.粉末的细度达不到要求在国产粉末没有普及之前,不少企业均曾采用日本进口的粉末涂料,其细度明显超过目前的均目70目,附着力也明显超过30N/10mm,实验室用120目PE粉末涂料进行涂装实验,在涂层超厚的实验条件下,(薄形涂层检测时全部拉断)测出其附着力47N/10mm,这充分证明在一定比表面积条件下,增加粉末细度明显有利于附着力的改善。
上述实验结论也是公司研发超音速粒子加速器低温细微粉碎机组的理由,该粉碎机组在4℃冷却水的冷却下,将热塑性粉末涂料的粉碎细度从原有的50~60目提高到150目。
4.粉末涂料级配不良粉末涂料的级配就是单位重量中不同档粒径的配比。
在同一批粉末涂料中,并不是只有细度这一指标,而要求各档料径或细度达到一个的配合比。
这个配合比往往不呈数量级数,而是呈几何级数。
实验数据表明,在相同的工艺条件下、相同涂装面积、同重量的粉末涂料:(1)细度为70目的(单一目数)其涂装厚度为513微米。
(2)细度为50目(占60%),细度为70目(占30%),细度为100目(占10%),其涂装厚度为490微米。
(1)号级配与(2)级配相比,1号级配的均目为70目,2号级配的均目为61目,说明2号级配比1号级配粗12.8%,但实验结果表明其涂层厚度反而减少了4.5%。
说明涂层的致密度有所提高,致密度提高,与金属表面的空鼓现象和涂层的气泡减少。
与金属表面的接触面积相应增加,附着力随之提高。
实验充分说明了级配对涂层致密度的相关关系。
5.反应挤出机混炼不均匀目前用于熔融挤出接枝反应的挤出机,一般以单螺杆挤出机为主,螺杆长度一般在3m以内,事实上就是双螺杆挤出机,其微米级熔融挤出料的接触概率也在16%以下,要达到充分的混炼,必需经过分散——混合——再分散——再混合的多次循环,才能达到引发剂、复合单体、阻聚剂等接枝助剂的充分混合。
必须清楚,接枝助剂占基体树脂的重量比是相当微小的,按常规的3.5%计算:其分散混合的接触概率为:3.5%·16%=0.56%,0.56%·12个螺距·混炼3次=20.16%(接触概率),接触的过程就是混合的过程,接触概率低就达不到混炼的效果,事实上粉末涂料在存放过程中,熔指降低的原因就是因为混炼不均匀,混炼不均匀,接枝率就低,于是就想增加接枝助剂的用量,更导致引发剂、复合单体等没有充分反应,而以游离态方式存在,存放过程中逐渐作用,加上交联副反应,使粉末涂料后续品质发生改变。
根据粉末涂料熔融挤出反应的特点,涂邦公司研发的微米级*能密炼高压反应挤出机组,分散量级达到0.47m2,热熔塑料微米级接触概率达到66%,经过切片分析,混炼效果超过同类型的双螺杆挤出机,使接枝率有明显提高。
六、缩颈与起壳——涂装冷却过程的临界收缩点与后期缩颈,高压施加预应力与急冷定型对抗收缩与蠕变由于钢管与PE的线膨胀系数的差异,涂装后环境温度变化引起涂层与钢管膨胀率或收缩率的差异,当这种膨胀或收缩的应力大于涂层和管壁的附着力时,就产生缩颈与起壳现象。
缩颈现象主要出现在内涂层,外涂层由于PE的包裹效应,缩颈现象基本不会出现。
我们把缩颈现象分为轴向缩颈(沿钢管长度方向)和径向缩颈(沿钢管半径方向),起壳或称脱壳现象既是涂层空鼓现象的连续化,也有的可能是径向缩颈与轴向缩颈的局部混合。
对于内涂层的径向缩颈,实验分析它与钢管特定的圆形形状有关(外涂层的径向收缩对涂层并无坏处)。
我们通过钢管内高压空气施加预应力,使其充分膨胀,同时外壁钢管用急冷水冷却,克服特定的圆形形状的应力差异,实践证明效果是明显的。
对于内涂层的轴向缩颈,我们在同样的条件下,用附着力较差的PE粉末涂料,做了这样的四组对比实验:1.厚壁钢管——厚涂层2.厚壁钢管——薄涂层3.薄壁钢管——厚涂层4.薄壁钢管——薄涂层实验证明2号实验*,1号和4号实验无明显变化,3号实验**差:发生了1.4mm缩颈现象(总长2m)。
实验五:用喷砂后的钢管重做3号实验未发生缩颈现象。
本实验充分表明,由于钢管的线膨胀系数小于PE的线膨胀系数,所以要用厚壁的钢管(线膨胀量大)和薄涂层PE(线膨胀量小)与之匹配,使二者趋于统一。
再加上喷砂后比表面积的增大,配以上篇增加附着力的措施,缩颈和起壳现象是完全可以避免的。
此实验也同时证明了薄涂层优异的延展性对缩颈与起壳现象抑制作用。
七、表面物理强度匹配问题——高低熔指粉末涂料的性能矛盾,高熔指高熔点的粉末涂料优势及工况匹配一旦把给水涂塑复合钢管拓展定位于钢管的涂装,其应用领域就大为扩展。
不同应用环境的涂塑钢管,对表面涂层的物理性能也提出了不同的要求,需要我们在配制PE粉末涂料时,严格按照它的应用要求配制。
关于不同应用环境与PE涂层物理性能要求匹配,主要输送载体或应用环境.配制和涂装PE粉末涂料时,往往会遇到这样的矛盾,即既要求涂层良好的物理性能,表现为抗冲击性能好、抗弯曲性能好、硬度高、耐磨性好等。
又要求涂装温度低,容易流平、涂层光洁度好。
这对矛盾仅按照国内目前的技术水平、材料的选用是很难*解决的。
就好像我们一种材料既要硬度高、又要柔软一样(抗折强度高),是很难做到的,因为对同一种材料来说,硬度高往往伴随着脆性。
这就是说,市场应用和涂装工艺要求我们能配制出这样的一种粉末涂料,它的熔点是高的(相关的物理性能指标就会较高),但它的熔指又是较高的(容易涂装)。
因为熔指往往代表涂装工艺的难易程度。
这就是我们研发双高型聚乙烯接技熔融挤出粉末涂料的原因。
我们通过深入的研发工作,通过选择*于聚乙烯内涂的树脂品种,从粉末的细度等全方位入手,使粉末涂料的性能向兼顾型转化,研制出高熔点的粉末涂料。
以解决应用环境要求与涂装要求的矛盾。
八、经营资源分配劣势——主产品带次产品的经营策略分析,完整独立的系列化产品经营策略根据我们的调查,不少企业均实行的是主产品带次产品的经营策略,他们把钢塑复合管在本企业的产品结构中放置于一个附属品的地位。
在经营资源的分配上,处于劣势,这里提的经营资源包括资金、人员配备、市场网络、信息的传播与收集整理。
按照焊管内外涂生产线所生产的产品归类,我们按照PE的涂层厚度、熔指、环氧类粉末涂料、环氧-聚酯复合粉末涂料、纯聚酯粉末涂料等要素来进行内外涂层组合,组合成96种不同的产品组合,对应于不同的市场应用领域,涂塑钢管已全然不是原来的内涂PE、外涂纯聚酯的单一品种,以形成一个完整的产品系列,完全应该用独立的、事业部式的经营模式分配公司的经营资源。
九、共挤市场独木桥——市场应用面的挖掘与分析,市场细分、不同产品的个性化来满足需求十、给水管市场的经营难度——行业应用决定产品要求、放开给水管局限,*进入钢管涂装市场第九、第十两点存在着较高的相关关系,故并列探讨。
由于涂塑钢管以形成一个完整的产品系列,并对应于不同的市场应用领域,在经营上,应该放开原来的涂塑管的市场局限,而把它定位于钢管的涂装、防腐、装饰、卫生等全方位的复合钢管市场。
根据细分市场不同应领域的涂装要求,以不同的内外涂层与之匹配,并积**寻找相对的**市场,如高速公路护拦杆市场、农用大棚市场、还有前期我们所了解到的船用涂塑管市场等,在积**细分、寻找市场的过程中拓展内外涂塑钢管的应用面。
我们相信,在我们行业每一员的联手攻关和共同努力下,挟内外涂塑钢管的性价比优势,涂塑钢管一定会在整个管业市场中占有重要的份额。
标签:3PE防TPEP环氧煤沥I871双密封法 3PE防腐管TPEP涂塑管厂家环氧煤沥青防腐钢管I8710管涂料防腐双密封法兰厂家 沧州市防腐管道涂塑 沧州市防腐管道涂塑厂家[3PE防腐管 TPEP涂塑管厂家 环氧煤沥青防腐钢管 I8710管涂料防腐 双密封法兰厂家] 沧州市防腐管道涂塑厂家3PE防腐管道厂家3PE防腐管道,TPEP涂塑厂家3PE防腐管道TPEP涂塑厂家
信息图片
商家相关信息
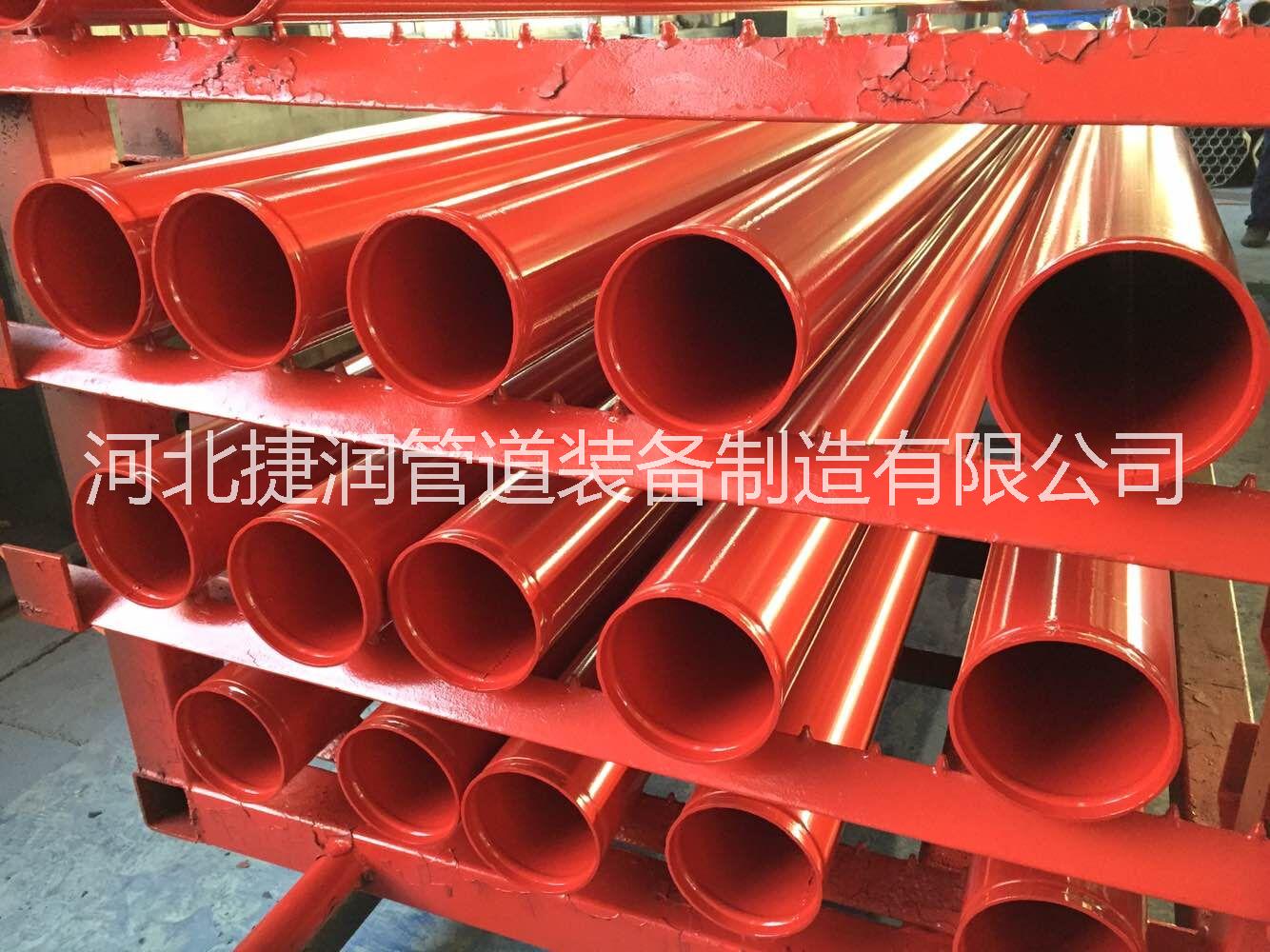
防腐钢管、涂塑管、3PE管 防腐钢管、涂塑管、3PE管厂家
TPEP双密封焊接法兰、涂塑管 聚氨酯涂塑管无缝化保温管家厂家
湖北PSP钢塑管涂塑管厂家价格 钢塑管批发 涂塑管道电话
防腐钢管,3PE防腐钢管厂家,浸塑管
3PE防腐管道厂家 3PE防腐管道,TPEP涂塑厂家 3PE防腐管道TPEP涂塑厂家
更多信息……
同类信息推荐
河北捷润管道装备制造有限公司
属地:河北省
...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/964268.html
标题:
3PE防腐管道厂家 3PE防腐管道,TPEP涂塑厂家 3PE防腐管道TPEP涂塑厂家
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H