搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
路牙石注塑模具|注塑模具|祥瑞模具(查看)
信息详情
路牙石模具温度对制件的性能和表面质量有很大的影响,不同的塑料有不同的模温要求,非结晶性塑料熔体充填型腔后,护坡砖注塑模具,由于不发生相变,路牙石注塑模具,模温主要决定于熔料的粘度,注塑盖板模具加工厂,对于熔料粘度较低的,采用低模温注塑,可以缩短冷却时间,提高生产效率,但是对于熔料粘度较高的应该采用高模温注塑成型。
模具厂家的车间常常出现的生产节点比较繁琐,并且多少又是单件、小批量,从而为路牙石模具生产定额的制定和管理带来一定的难度,再加上各厂和车间的生产方式、设备、技术素质又不太一样,所以在制定定额时,必须要根据本厂和车间的实际情况,找出适当的方法制定出既*又合理的工时定额,以提高劳动生产率的目的。
挤出成型工艺参数包括温度、压力、挤出速度、牵引速度等。
选择合适的工艺参数是挤出成型顺利进行和保护挤出成型产品质量的关键。
先说温度: 挤出成型温度是挤出过程得以顺利进行的重要条件之一,塑料从加入料斗到**成为塑料制品经历了一个**其复杂的温度变化过程。
挤出成型温度取决于料筒和螺杆的温度,塑料熔体温度的升高来源于两个方面,就是料筒外部的加热器所提供的热量及螺杆旋转的剪切摩擦热。
在挤出成型过程中,为保证塑料的顺利输送,加料口附近不产生搭桥现象,加料段的温度不宜过高,甚至还要冷却加料段。
而压缩段和均化段的温度适合取高一些,使塑料熔体均匀的塑化。
具体挤出成型温度应根据塑料种类和塑件情况而定。
机头和口模温度相当于注射成型时的温度,注塑模具,通常机头温度必须控制在塑料热分解温度以下,而口模处的温度比机头温度稍低一些,但是应保证塑料熔体具有良好的流动性。
实际上,在挤出过程中即使是稳定挤出,每个测试点的温度随着时间还是变化的,温度随时间变化而产生波动;并且这种波动往往具有一定的周期性;习惯上,把沿着塑料流动方向上的温度波动称为轴向温度波动,另外,在沿着与塑料流动方向垂直的截面上各点的温度值也是不同的,就是有径向温差。
路牙石注塑模具|注塑模具|祥瑞模具(查看)由保定市祥瑞模具加工厂提供。
保定市祥瑞模具加工厂(www.xiangruimj.com)是河北保定,塑料建材的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,很大限度的满足客户需求。
在祥瑞模具*携全体员工热情欢迎各界人士垂询洽谈,共创祥瑞模具更加美好的未来。
标签: 护坡砖注塑模具 护坡砖注塑模具厂家河北护坡砖注塑模具厂家路牙石注塑模具|注塑模具|祥瑞模具(查看)
信息图片
商家相关信息
钢板混凝土模具,混凝土,祥瑞模具(查看)
骨架塑料护坡模具,护坡模具,祥瑞模具
西安挤出模具|祥瑞模具|挤出模具厂家
路牙石注塑模具|注塑模具|祥瑞模具(查看)
塑料井盖价格,阿里井盖,祥瑞模具
更多信息……
同类信息推荐
供应塑料筐模具周转箱注塑模具
台州市黄岩健森家居用品
供应吹塑模具注塑模具
余姚市诺嘉模具
供应绵阳模具喷砂机、汽车轮毂喷砂机、注塑模具喷砂机
东莞吉川机械科技有限公司
供应注塑模具清理喷砂机
上海吉川机械科技
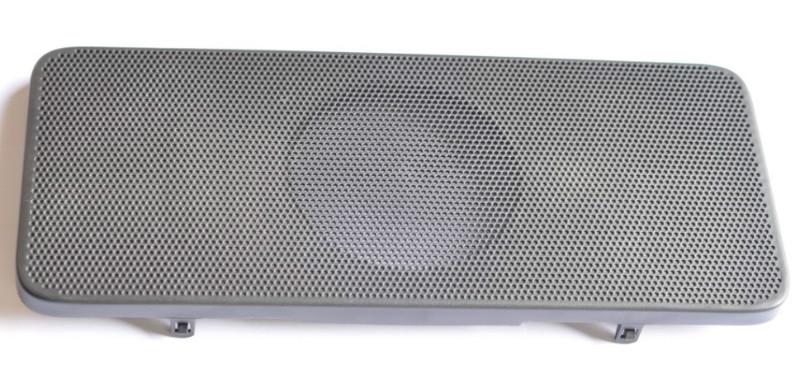
供应汽车扬声器网罩吉安注塑加工吉安模具加工
吉安吉翔塑胶五金制品有限公司
保定市祥瑞模具加工厂
属地:河北
河北河北河北省保定市东三环工业区...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/347028.html
标题:
路牙石注塑模具|注塑模具|祥瑞模具(查看)
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H