搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
钣金模具来图加工厂_来图加工_翔裕机电
信息详情
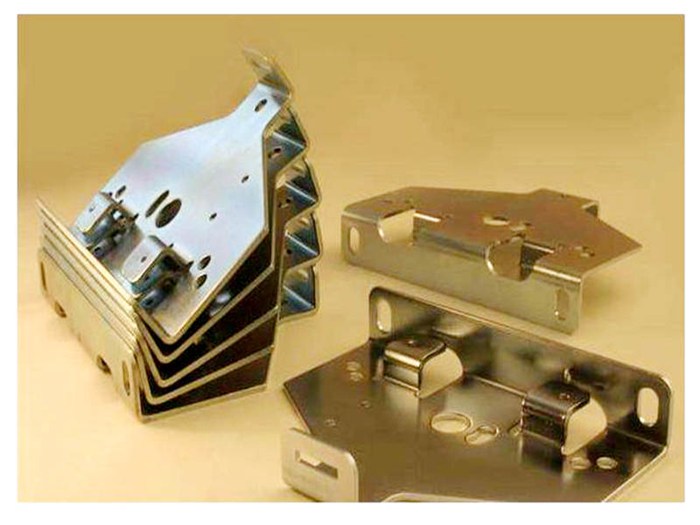
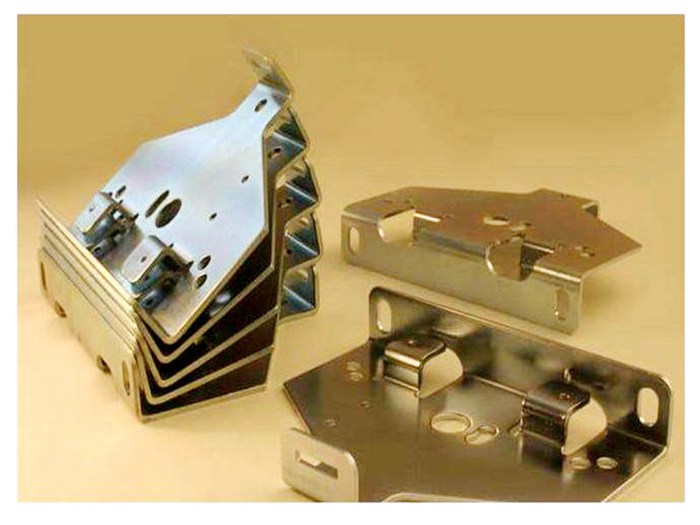
冲压件在翻边工序中的常见质量缺陷:1.硬印由于模是对冲压件进行精定位的工序,来图加工,因此在过程中经常会出现硬印缺陷。
*硬印的办法是先找到造成零件硬印部位的模具间隙过小的原因,然后用的手段将该处凸凹模芯间隙放大。
*硬印的具体手段:主要采用中频砂磨头(粗打磨)或砂皮(精打磨)来打磨模腔表面,同时可以使用在模腔或零件表面涂蓝油或的办法,通过试压来确定凸凹模芯间隙处的位置,并可观察打磨的效果。
2.尺寸准确性差拉深模和切边冲孔模的形面尺寸如果有偏差,还可以在模中校正。
而翻边模的形面尺寸将是**终的样板,如果有偏差,将直接影响到零件的尺寸准确性。
a.翻边回弹造成尺寸准确性差零件经过翻边后,由于翻边凸模回程时被带起,或者由于材料本身性能原因而造成翻出的边向原来位置回复的现象。
由于翻边回弹几乎存在于所有的翻边工序中,因此是否对模具进行调,主要还是取决于零件形面尺寸的测量结果。
要完全*翻边回弹几乎是不可能的,但是可以通过调翻边方向等措施,使得回弹后的翻边的形位尺寸符合规定的要求。
b.翻边尺寸不符要求由于冲压件的翻边将用于车身各零件的焊接和咬合,因此零件翻边尺寸将直接影响车身装配质量。
为了得到尺寸准确的翻边,需要在翻边形模中对零件进行定位。
同时应满足先压料再翻边的条件,否则材料发生窜动,冲压模具来图加工厂家,会严重影响翻边的高度和宽度。
为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置,同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,钣金模具来图加工厂,保证工件可以点焊牢固。
点焊后在工件表面会出现焊疤,要用平磨机进行处理,压弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。
压弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。
工件在折弯,压铆等工序完成后要进行表面处理,不同板材表面的处理方式不同,冷板加工后一般进行表面电镀,电镀完后不进行喷涂处理,采用的是进行磷化处理,钣金来图加工,磷化处理后要进行喷涂处理。
电镀板类表面清洗,脱脂,然后进行喷涂。
钣金模具来图加工厂_来图加工_翔裕机电由南通翔裕机电有限公司提供。
南通翔裕机电有限公司(www.ntxiangy1u.com)位于海安县城东镇宁海南路269号。
在市场经济的浪潮中拼博和发展,目前翔裕机电在机械加工中拥有较高的*度,享有良好的声誉。
翔裕机电取得*商盟认证,标志着我们的服务和管理水平达到了一个新的高度。
翔裕机电全体员工愿与各界有识之士共同发展,共创美好未来。
标签: 南通市冲压模具来图加工 南通市冲压模具来图加工厂家江苏南通市南通市冲压模具来图加工厂家钣金模具来图加工厂_来图加工_翔裕机电
信息图片
商家相关信息
翔裕机电(图)、钣金制造、钣金
翔裕机电(图)、钣金制造、钣金
不锈钢空调支架,江苏空调支架,翔裕机电
钣金模具来图加工厂_来图加工_翔裕机电
海安激光加工定制|激光加工|翔裕机电(查看)
更多信息……
同类信息推荐
通讯产品表面鎬光处理、宇雄精密、通讯产品
东莞市宇雄精密五金有限公司
供应用于机械汽摩航空的加工定制各型各材料机加工冲压定制产品
玉环县勇增机械有限公司
精密冲压械加工机加工五金配件不锈钢cnc数控加工五金配件
深圳本鑫电子五金有限公司
【行情】上等不锈钢卡槽供应 不锈钢卡槽加工厂家- 东莞市石排民仁五金加工店
东莞市石排民仁五金加工店
角铝冲压加工 来图来样定制加工生产
张家港英特江铝制品有限公司
南通翔裕机电有限公司
属地:广东
沃富五金是专注五金数控车床件加工厂家,在持续提升工程技术服务能力的同时,沃富五金依托丰富的生产、管理经验,积**开展由工厂制造、技术开发向电子商务领域转型,紧扣知识经济与网络经济脉搏,努力打造科技服务型企业。逐步建立起以中国大陆为中心,延伸发展至*各地的国际化版图。广东...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/905518.html
标题:
钣金模具来图加工厂_来图加工_翔裕机电
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H