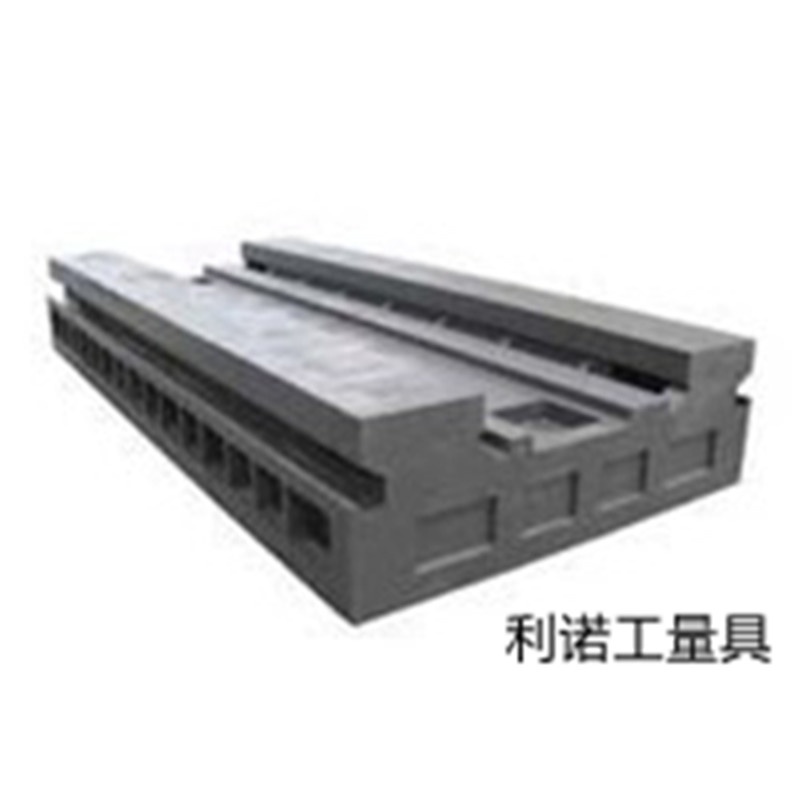
产品参数材质:铸钢产地:河北规格:定制屈服强度:300-450抗拉强度:500-650冲击功:60J产品特点铸钢节点产品表面不影响使用性能的缺陷允许进行焊补、修复,但具有蜂窝状气孔时不允许焊补。
铸钢节点表面不允许有影响铸件使用性能的裂纹、冷隔、缩松等缺陷存在。
铸钢节点的加工表面应清理干净,修理飞边、毛刺,去除浇冒口、粘砂、氧化铁皮及内腔残余物等,铸件经喷丸(砂)处理后,表面粗糙达到Ra50-100。
铸钢节点产品加工表面上允许存在加工余量范围内的表面缺陷。
铸件非加工面上及铸件内部允许存在的缺陷种类、范围、数量及缺陷的修补技术条件由设计和制造厂商定。
铸钢节点、铸钢支座是计算机辅助设计、辅助制造、辅助测量及*铸造工艺相结合的高科技产品。
为保证铸钢节点质量,在研发、制造过程中必须确保各环节的稳定、可靠,必须建立起一套完整的*体系,确保铸钢节点在使用过程中万无一失。
铸钢节点因其具有良好的加工性能、复杂多样的建筑造型等性能,目标在一些大跨度空间管桁架钢结构中开始逐步推广使用,特别是在处理复杂的交汇节点上,铸钢节点有着DETIANDUHOU的优势,然而,由于铸钢一般碳当量较高,杂质尤其是S、P含量难以控制,同时铸态组织晶粒粗大,导致铸钢的焊接性较差,对焊接工艺的要求很高,主要是减少残余应力,防止焊接裂纹的产生。
影响铸钢节点的5大因素客户选择铸钢铸节点时,主要是看铸钢节点的质量,只有保证了铸钢节点的质量,才能赢得客户的信赖。
在铸钢节点的制作流程中我们应该了解影响铸钢节点的主要因素:1.制定合理的铸钢节点工艺操做规程,提高工人的技术水平,使工艺规程得到正确的实施。
2.铸钢节点选用材料的质量要符合标准。
金属炉料、耐火材料、燃料、熔剂、变质剂以及铸造砂、型砂粘结剂、涂料等材料的质量不合标准,会使铸钢节点产生气孔、ZHENKONG、夹渣、粘砂等缺陷,影响铸钢件外观质量和内部质量,严重时会使铸钢节点报废。
3.铸造工艺要合理。
根据铸钢节点的结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷钢、冒口和浇注系统等。
以保证获得YOUZHI铸钢节点。
4.铸钢节点的设计工艺性。
进行设计时,除了要根据工作条件和金属材料性能来确定铸钢节点几何形状、尺寸大小外,还必须从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸钢件的成分偏析、变形、开裂等缺陷的产生。
铸钢节点的热处理工艺过程通常包括三个阶段:加热、保温和冷却。
热处理的温度和时间的选择上是关键环节,热处理温度-时间图表是监控热处理合理性的重要资料。
热处理按现行GUOJIA标准《铸钢件热处理检验规程》KK/J-01-25-2002的规定执行。
热处理方法包括:退火、正火、正火加回火。
三种方法所得机械性能不同,对于一般形状不太复杂,壁厚又不太厚的铸钢节点ZUI常采用的是正火。
对形状复杂,容易变形和开裂的铸钢节点,则采用退火比较适宜。
正火加回火用于比较厚的碳钢铸件以及低合金铸钢件。
回火的目的在于XIAOCHU铸钢节点的应力,避免铸钢节点变形和开裂。
产品实拍标签:钢铸件铸造件铸钢件 钢铸件铸造件铸钢件 沧州市铸造钢铸件 沧州市铸造钢铸件厂家河北沧州市[钢铸件
铸造件
铸钢件]
沧州市铸造钢铸件厂家广东深圳无柱雨棚钢结构节点铸造钢铸件