搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
供应用于机械配件的江苏孔加工,齿轮加工,定位转臂加
信息详情
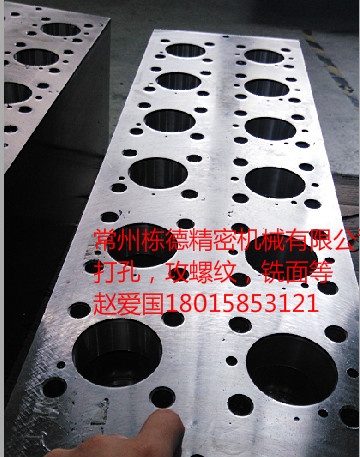
江苏孔加工,齿轮加工,定位转臂加工。
联系人:赵爱国。
18015853121加工机械零部件孔加工用的刀具有很多,也很复杂,根据其用途的不同,可分为四类:1,钻头:在数控机床上钻孔大多采用普通麻花钻,直径为8mm-80mm的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,直径为0.1mm-20mm的麻花钻多圆柱形,可装在钻夹头刀柄上,中等尺寸麻花钻两种形式均可选用,由于在数控机床上钻孔都是无钻模直接钻孔,因此,一般钻孔深度约为直径的5倍,细长孔的加工易于折断,要注意冷却和排屑,在钻孔前*先用中心钻钻中心孔,或用刚性较好的短钻头锪窝。
钻削直径为20mm-60mm、空的神经比小于等于3的中等浅孔时,可选用可转为浅孔钻,其结构是在带排屑槽及内冷却通道钻体的头部装有一组*(多为凸多边形、菱形和四边形),多采用深孔*,通过该中心压紧*,靠近钻心的*用人形较好的材料,靠近钻头外径的*选用较为耐磨的材料。
2,镗刀:按切削刃数量可分为*镗刀和*镗刀。
在孔的精镗中,目前较多地选用精镗微调镗刀。
这种镗刀的径向尺寸可以在一定范围内进行微调,调节方便,且精度高。
3,铰刀:数控机床上使用的铰刀多是通用标准铰刀。
此外,还有机夹硬质合金**铰刀和浮动铰刀等。
加工公差等级为IT8-IT9级、表面粗糙度Ra我0.8um-1.6um的孔时,通常采用标准铰刀。
加工公差等级为IT5-IT7级、表面粗糙度Ra为0.7um的孔时,可采用机夹硬质合金*的*铰刀。
浮动铰刀既能保证在换刀和进刀过程中*不会从刀杆的长方孔中滑出,又能较准确地定心。
4,镗削刀具:镗削刀具分粗镗、精镗等刀具镗刀从结构上可分为整体式镗刀柄、模块式镗刀柄和镗头类。
从加工工艺要求上可分为粗镗刀和精镗刀。
江苏孔加工,齿轮加工,定位转臂加工标签: 常州市齿轮加工 常州市齿轮加工厂家常州市齿轮加工厂家供应用于机械配件的江苏孔加工,齿轮加工,定位转臂加
信息图片
商家相关信息
供应用于机械配件的江苏孔加工,齿轮加工,定位转臂加
供应用于液压设备的江苏液压阀块加工,栋德机械液压阀块,力士乐合作企业
更多信息……
同类信息推荐
滚子链联轴器带罩壳KC齿轮联轴器
上海昕德科技发展有限公司
齿条--高精密齿条 研磨齿条
上海臻辛机械设备有限公司(销售部)
台湾德士凸轮分割器 凸轮分割器台湾德士
东莞市坤源机械有限公司(台湾德士华南办)
齿轮联轴器厂家 齿轮连轴器哪家好 齿轮联轴器批发
恒动传动机械有限公司
CHC链条
黄山绩甲传动机械有限公司
江苏省常州市栋德精密机械有限公司
属地:<->
...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/678336.html
标题:
供应用于机械配件的江苏孔加工,齿轮加工,定位转臂加
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H