搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
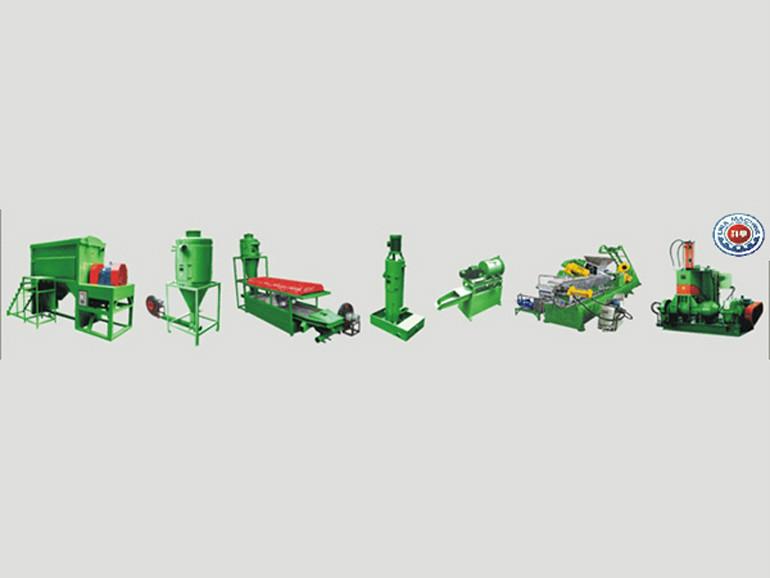
供应PVC造粒机,PVC造粒机,橡胶造粒机,橡胶母料造粒机
信息详情
PVC造粒机 PVC电缆料造粒机PVC糊树脂的生产 目前,工业上聚氯*糊树脂的生产方法主要有乳液种子聚合法、混合微悬浮法和微悬浮聚合法等1.1乳液种子聚合法 乳液聚合是氯*(VCM)和水在水溶性引发剂(常用过*盐)和乳化剂作用下得到聚氯*糊树脂。
一般情况下,乳液聚合得到的乳胶粒径小于0.2I.tm,为了达到增大乳胶粒径的目的,开发了乳液种子聚合法,使乳胶粒径增大到1.Opm左右。
在乳液聚合中,如果有已生成的高聚合物乳胶存在,控制物料配比和条件,原则上VCM仅在已生成的乳胶粒子上聚合,而不再形成新的粒子,这种已生成的高聚物乳胶就好像晶种,因此称为“乳液种子聚合”。
但只有合理的粒径还不够,必须具有适当的粒径分布,才能得到性能优良的PVC糊树脂。
乳液聚合中乳化剂很重要,所用数量决定了引发剂的粒子数,且对**终的胶乳粒子的大小起了主要作用。
特别在进行种子生成时,采用高引发速率和低浓度乳化剂进行生产,能使胶乳微粒尺寸分布变窄。
胶乳粒径及其分布是乳液法生产PVC糊状树脂的关键所在。
1.2微悬浮聚合法 微悬浮聚合制备PVC糊树脂在20世纪60年代中期已工业化。
其流程是先将部分vCM(5%)用机械均化的方法制成稳定的乳状(粒径在1.0肛m左右),然后进行聚合(必须选用油溶性的引发剂)得到聚氯*糊树脂。
用这种方法生产的PVC糊树脂的流动性优良,反应比较简单,乳化剂用量少,产品质量比较稳定,一次聚合就可以得到大粒径胶乳(0.1~2.01ma);胶乳含固*,通常在48%左右,甚至可以达到50%,降低了热能消耗。
该生产工艺需特别注意选用合适的复合乳化剂和颗粒改良剂体系,聚合体系组分的均化,搅拌速度,水与单体之比恰当等几个问题。
1.3混合微悬浮法 该方法是将乳液法聚合制备的种子和采用微悬浮法聚合制备的种子混合后再进行微悬浮法聚合,其目的在于制备出大粒径,呈双峰分布的PVC糊树脂。
由于在混合微悬浮聚合中采用了油溶性引发剂,氯*单体微液滴较大,聚合反应在该条件下引发聚合,同时加入一代、二代种子,制备出的乳胶粒径不仅大,而且呈现大小粒径的双峰分布(这是PVC糊树脂的关键所在)。
该方法具有以下特点:(1)聚合物一次投料,且不必均化或只需部分均化;(2)过程简单,针对乳液法而言,节省了连续补加乳化剂的工艺;(3)采用油溶性引发剂,其安全性高,特别是采用氧化还原体系的引发剂,只要有一种组分不加入反应就无法进行;(4)能耗低,因胶乳固含量高达50%,可节约热能消耗;(5)胶乳粒径大,而且呈双峰分布,这对改善PVC糊树脂的加工应用性能是十分重要的。
1.4喷雾干燥 无论是何种聚合方法制得的胶乳都必须经过喷雾干燥才能制备出PVC糊树脂粉末,这一过程具有以下特点:(1)提高胶乳的分散度,即增加单位体积胶乳表面积才能加速传热、传质。
因此,选择适宜的雾化器是喷雾干燥的首要选择。
目前,我国PVC糊树脂生产企业均采用旋转式雾化器,利用高速旋转(15000.20000r/min)的离心力的作用,使胶乳在旋转面向外伸展,并以不断增长的速度向转盘的边缘运动,离开转盘时,使液体雾化。
液滴大小及均匀性取决于转盘的圆周速度和液膜的厚度,圆周速度通常为90~100rn/s。
液膜厚度与胶乳的表面张力、固含量、转盘光滑程度等有关,转盘雾化器表面光滑,不仅使液滴的离心力增大,且雾化效果好(2)干燥塔的温度控制是影响产品质量的重要因素。
干燥系统在微负压的条件下进行传热、传质,其胶乳在塔内的干燥温度分布情况有人进行了测试。
还有人分析了3种喷雾干燥条件下制得的PVC的成糊性能:固定进口温度为190℃,出口温度分别为110、80和58℃,发现该条件下对二次粒子粒径分布的影响{ltd,,但却**大地影响了糊黏度及糊搁置黏度。
110℃时PVC糊呈膨胀型流体;80℃时糊呈假塑性流体,搁置后与假塑性流体相同;58℃时糊呈假塑性流体,搁置后无明显变化。
这是粒子表面结构不同所造成的。
由此看来,在满足成品水分含量达标的前提下,出口温度越低越有利于糊树脂的成糊性能。
(3)在干法收集粉尘中采用布袋除尘器是较通用的,除尘效率较高的方法,在干燥过程中,全系统要求微负压操作,阻力小,风量大是**理想的操作条件,为此,很多生产企业的喷雾采用了前推、后拉的工艺,即干燥前有鼓风机推,塔尾部有大抽风机拉(抽),克服了系统的阻力。
选择布袋除尘器的要求是设备阻力小,除尘效率高,要求达到99.99%,阻力变化小,主要对系统稳定生产有利;维修方便,特别是对换袋操作,同时对电磁阀、脉冲阀等要求能及时排除故障。
更重要的是布袋的材质,特别是一对第三组过滤的布袋材质要求很高,不仅要有一定的过滤风速,还需要有很高的除灰效率,即捕集PVC粉末能力强,一般过滤风速控制在2.5rn/min左右,如果风速太快,会降低除尘效率。
6、螺杆作用:、螺杆作用: (1)输送作用(2)传热塑化物料(3)混合均化物料螺杆各段作用:(1)加料段:物料固态,H为等深等距的深槽螺纹,利于吃料。
长度:结晶较长,60%左右;无定形较短,10~25%。
(2)压缩段:起挤压和剪切作用,物料由固体变为熔融态。
H逐渐减小,物料熔融程度逐渐增大,末端基本熔融完全。
无定形物料压缩段较长,熔融温度范围宽塑料,如PVC,压缩段为全长,熔融温度范围窄,如尼龙,压缩段为1~2个螺距。
(3)均化段:进一步混合塑化,并定量定压地输送物料到机头。
螺距和槽深不变。
H较小,利于塑化均匀。
长度一般为螺杆全长的20~25%。
热敏性塑料,均化段短; 7.配方设计原理7.1实验设备和原料 原料:高密度聚*(HDPE),低密度聚*(LDPE),*-醋酸*酯共聚物(EVA),聚*胺(APP),*,*,PE蜡和抗氧剂。
仪器:双螺杆挤出机,切粒机。
7.2阻燃塑料配方(质量比)阻燃塑料配方质量比) (1)根据塑料的种类、配方设计及熔融指数,确定挤出温度控制范围及各段温度。
(2)检查挤出机的各部分,确认设备正常,接通电源,打开冷却水、加热,待各段预热到要求温度时,再次检查并趁热拧紧机头各部分螺栓等衔接处,保温10min以上再加料。
(3)开动主机螺杆,待转动正常后再开动喂料螺杆,在转动下先加少量塑料,注意进料和电流计情况,待熔料挤出正常后,将挤出物用手(戴上手套)和镊子慢慢引上冷却牵引装置,同时开动切粒机切粒并收集产物。
(4)挤出平稳后,继续加料,调整各部分,控制温度等工艺条件,维持正常操作。
(5)观察挤出料条形状和外观质量,记录挤出物均匀、光滑时各段温度等工艺条件,记录一定时间内的挤出量,计算产率,重复加料,维持操作1h。
(6)实验完毕,用物料洗机,先关闭喂料螺杆,等螺杆剩余物料清理完毕后关闭主机螺杆,趁热*机头中残留塑料,关闭切粒机、冷却水和电源。
标签: 苏州市pvc造粒机 苏州市pvc造粒机厂家江苏苏州市苏州市pvc造粒机厂家供应PVC造粒机,PVC造粒机,橡胶造粒机,橡胶母料造粒机
信息图片
商家相关信息
供应橡胶发泡片材挤出机橡胶片材挤出机橡胶发泡片材挤出机
供应橡胶发泡片材挤出机橡胶片材挤出机橡胶发泡片材挤出机
供应PVC造粒机,PVC造粒机,橡胶造粒机,橡胶母料造粒机
供应仿大理石片材挤出机设备仿大理石挤出机
供应塑料实验造粒机实验室造粒机塑料实验造粒机
更多信息……
同类信息推荐
PVC电缆料造粒机,化学交联电缆料造粒机,双螺杆电缆料造粒机,橡胶电
南京国塑挤出装备有限公司
供应橡胶助剂造粒机厂家直销,橡胶助剂造粒机生产厂家
东莞利拿实业
密炼造粒机、昶丰混炼设备、橡胶母粒密炼造粒机
东莞市昶丰机械科技有限公司
供应造粒机衬板_造粒机橡胶衬板_造粒机衬板厂家
莱州金桥集团
供应PVC造粒机,PVC造粒机,橡胶造粒机,橡胶母料造粒机
玖德隆机械昆山有限公司
玖德隆机械昆山有限公司
属地:江苏
玖德隆机械昆山有限公司(简称“玖德隆”)成立于2012年,位于江苏省昆山市。是一家专业生产销售PP片材挤出机,PE片材挤出机,EVA片材挤出机,EPDM片材挤出机,密炼片材挤出机,片材挤出机,汽车地毯挤出机,塑料隔音片材挤出机,双螺杆板材挤出机,电缆料造粒机,电线料造粒机的厂家。主要产品有:造粒机、挤出机、密炼机等。公司目前旗下有员工50人。公司一贯坚持“*,*,*服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,*的服务,产品***近三十多个省、市、自治区以及远销中国等*。竭诚与国内外商家双赢合作,共同发展,共创*!江苏苏州市造粒机 电缆料造粒机 片材挤出机 密炼片材挤出机 PP片材挤出机 PE片材挤出机 EVA片材挤出机 EPDM片材挤出机 江苏苏州市天河区苏州市昆山市花桥镇象蚌泾路28号...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/410252.html
标题:
供应PVC造粒机,PVC造粒机,橡胶造粒机,橡胶母料造粒机
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H