帕沃尔HFT内高压成形液压机异型管材车架管件成型设备液压机HFT内高压成形液压机工艺简介:内高压成形是通过向管坯内部加压和轴向加力补料把管坯压入到模具型腔使其成形的一种*的轻量化成形技术。
用途:主要用于航空、航天、汽车零部件、五金等行业的异形复杂管件的成形工艺。
特点:1.减轻质量、节约材料2.减少零件和模具的数量,降低模具费用。
内高压件通常只需要一套模具。
3.可减少后续机械加工和组装焊接量4.提高强度与刚度,尤其抗疲劳强度。
5.变合模力设计,成形零件壁厚均匀,减薄少。
帕沃尔HFT汽车前后副车架的管件成形液压机汽车前后副车架的管件,如A6L的后副车架,奔腾的前副车架等内高压成型是利用液体压力使工件成型的一种塑性加工工艺.在飞机、航天器和汽车等领域,减轻重量以节约材料是人们长期追求的目标,也是现代*制造技术发展的趋势之一.进入九十年代,由于燃料和原材料成本原因及环保法规对废气排放的严格限制,使汽车结构的轻量化显得日益重要.除了采用轻体材料外,减重的另一个主要途径就是在结构上采用以空代实,即对于承受以弯曲或扭转载荷为主的构件,采用空心结构既可以减轻重量、节约材料,又可以充分利用材料的强度和刚度.内高压成型正是在这样的背景下,开发出来的一种减重、节材、节能,具有很广泛应用前景的新工艺。
管材内高压成形液压机主要用于金属管材的内高压成形工艺。
它是通过管材内部增压和轴向加力补充材料,把管坯压入到模具型腔使其成形的一种*的管材成形设备。
该机采用的内高压成形工艺能产生均匀、连续的塑性变形,生产出的产品壁厚减薄程度一致,容易控制装配尺寸。
由于减少了零件数,可减少模具数量,节省了模具费用,降低生产成本,提高了工作效率。
该机的压力和位移均采用比例控制,能实压力、位移实时的*控制。
该机压力稳定、重复定位精度高、噪声小、能耗低。
它是通过管材内部增压和轴向加力补充材料,把管坯压入到模具型腔使其成形的一种*的管材成形设备。
该机采用的内高压成形工艺能产生均匀、连续的塑性变形,生产出的产品壁厚减薄程度一致,容易控制装配尺寸可取由于减少了零件数,可减少模具数量,节省了模具费用,降低生产成本,提高了工作效率。
该机的压力和位移均采用比例控制,能实压力、位移实时的*控制。
该机压力稳定、重复定位精度高、噪声小、能耗低。
内高压成形技术是以轻量化和一体化为特征的一种空心变截面轻体构件的*制造技术。
目前,内高压成形技术越来越受到人们的关注,特别是汽车制造企业。
管材的内高压成形过程与很多因素有关,其中施加在管件内部的压力与轴向进给量之间的配比关系尤为重要的,对两者的匹配关系进行优化是内高压成形面临的重要课题。
传统的优化方法需要大量的模拟计算,耗时多且不易掌握.针对这一问题,本文提出了将均匀设计法、神经网络和遗传算法相结合进行参数优化,既利用了均匀设计试验的均匀可靠性,又运用神经网络的非线性映射、网络推理和预测功能,**发挥遗传算法的全局优化特性,得出了*结果,并直接为实际生产提供了可靠的参数依据。
内高压成形是一种以液体为传压介质,利用内高压(工作压力通常为100~400MPa,*达1000MPa)使金属管坯变形成为具有三维形状零件的现代塑性加工技术,属于液力成形的范畴[1]。
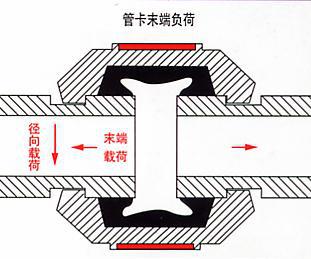
内高压成形原理是通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形。
高压流体通常使用水或液压油,此外在某些特殊用途上也采用气体、低熔点金属、粉末、粘性聚合物等等。
基本工艺过程是,首先将管坯放入下模,闭合上模,然后在管坯内充满液体,并开始加压,在加压的同时管端的冲头按与内压一定的匹配关系向内送料使管坯成形。
内高压成形适用于制造航空航天及汽车行业所使用的沿构件轴线有变化的圆形截面、矩形截面或异型截面空心构件。
本机采用的内高压成形工艺能产生均匀、连续的塑性变形,壁厚减薄程度一致,容易控制装配尺寸。
采用本公司内高压成形设备按内高压成形工艺进行生产,与传统的拉伸、冲压、焊接工艺相比有下列非常明显的优点:1)减轻质量,节约材料;2)减少零件和模具数量,降低模具费用;3)减少后继机械加工和组装焊接量;4)提高零件强度与刚度;5)降低生产成本。
2、本设备采用PLC和触摸屏控制方式,能根据不同产品进行相应的参数设置与修改,并能实时显示相应的压力、位移等参数,实现合模、充液、加载、整形等动作。
本机的压力和位移均采用电液比例控制,压力稳定、重复定位精度高、噪音低,能耗低。
3、本设备由合模机、高压源(增压系统)、液压系统、控制系统、侧推缸、模具、控制系统等七大部分组成 机器使用条件: 工作环境温度:0-45℃; 电源电压:380V、50Hz; 液压系统使用介质:YB-N46#/68#抗磨液压油; 水压系统使用介质:皂化液。
一、内高压成形技术分类和特点 按工艺过程的不同,我们将内高压成型件分为3类: 1变径管 2弯曲轴线异型截面管 3多通管 1,变径管的工艺过程 特点:膨胀率大,较大轴向补料变径管的工艺过程 1填充阶段:管材放入下模,闭合上模,充满液体,排除气体,重头密封。
2成形阶段:管内液体加压胀形,两端冲头推进补料,除过渡圆角管材基本贴靠模具。
3整形阶段:提高内压,使管材完全贴靠模具,基本无补料。
缺陷类型及解决方案 屈曲:成形初期没有建立足够的内压,施加了过大的轴向力造成。
起皱:成形中后期,内压足够足够的情况下也可造成起皱。
开裂:轴向压力及补料量不足的情况下,在内压连续作用下管材过渡膨胀超过其**限膨胀率而导致。
解决:均可通过改变加载曲线解决。
2,缺陷类型及解决方案内高压成型-----预成型----弯曲-----管材曲线零件的工艺过程 弯曲:保证管材轴线与产品保持一致,为预成型和内高压成型做好准备,数控弯管机,*绕弯工艺,要注意控制壁厚变化。
预成型:通过预成型使截面变化较大部位得到充分补料。
缺陷类型 开裂 弯曲段外侧:管材弯曲过程造成多边形截面过渡区:加载曲线的影响焊缝热影响区:焊接条件 死皱:管材直径过大、分模面形式,尤其是预成型分模面。
飞边:零件某处截面特殊,预成型截面和内高压分模面设计不合理导致,模具闭合时造成。
3,多通管内高压成形 后续工序 液压冲孔:在液体压力的支撑作用下,利用冲头将管材分离的一种冲孔方法。
一般采用冲孔弯曲。
种类:由内向外冲孔、由外向内冲孔。
管端切割:使用激光切割机。
管材充液成形技术,又称管件内高压成形。
航空、航天和汽车工业等领域,减轻结构质量以节约运行中的能量是人们长期追求的目标,也是*制造技术发展的趋势之一。
结构轻量化有两条主要途径:一是材料途径,采用铝合金、*和复合材料等轻质材料;二是结构途径,对于承受弯扭载荷为主的结构,采用空心变截面构件,可以减轻质量又可以充分利用材料的强度和刚度。
管材充液成形正是适应这种需求开发出来的一种空心变截面轻体构件的*制造技术。
现在我们公司通过这项技术成功试制出家居装饰门把手,能胀型出各种变异度大的装饰金属类产品,所以我们有帮家居装饰类、家居家电配件类以及卫浴类配件生产加工的实力,希望能根据您的需求合作开发、加工适合你要求的金属产品,欢迎各界人士来人来电来函寻找合作商机。
标签:异型管件帕沃尔管材内高汽车车架金属成型 异型管件成形帕沃尔管材内高压成形液压机汽车车架管件成形液压机金属成型设备 宁波市高压成形液压机 宁波市高压成形液压机厂家[异型管件成形
帕沃尔
管材内高压成形液压机
汽车车架管件成形液压机
金属成型设备]
宁波市高压成形液压机厂家帕沃尔HFT内高压成形液压机异型管材车架管件成型设备液压机