搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
衡水办单向阀阀门资质细则;快办江西铸铁阀门代理制造许可证
信息详情
衡水办单向阀阀门资质细则;快办江西铸铁阀门代理制造许可证据《简明手册》表6.2-1公式核算 =====+2~3==2.54 = ===6.2-4粗车mm已知工件为铸件HT150,a200MPa,毛坯标准12660mm.需要加工后抵达10级精度,表面粗糙度R为3.2粗车直径余量为4.5mm.⑴判定背吃刀量==3.5mm.⑵判定进给量f 根据《切削手册》表1.4在加工材料为HT150刀杆标准16253mm,故f=0.6~0.8mm/r,由式2-18查得*强度容许的进给量f=2.6,=2.61.30.04=1.664mm/r根据数据可取f=0.73mm/r3切削速度机床主轴转速n由表2-20查得=158,=0.15 =0.40 m=0.2由表2-20~表2-24查得K==0.938 K=0.8 K=1 K=0.83=KKKK=0.9380.810.831=0.623由式2-4==0.623=44.38m/min由式2-15n===112r/min由机床说明书得n=100r/min.求得实习切削速度===39.564m/min⑷由切削力核算公式有关表格求得主切削力 =9.819220.9210.93 =1244⑸校核机床功率核算理论切削功率验算机床功率C6140车床额定功率:=7.5kw C取机床功率=0.8=> 故机床的功率是满意的。
⑹粗车1201的底子时间,根据《简明手册》表6.2-1公式核算 =====+2~3==2.54 =4 ===6.2-5粗镗36 内孔机械加工两边余量为5mm,粗镗36选择刀具为YG6硬质合金镗刀,直径为20mm的圆形镗刀=45⑴判定切削深度为==3.5mm⑵判定进给量f 根据《切削手册》表1.5,当粗镗铸件镗刀直径为20mm,镗杆伸出长度为100mm,f=0.15`0.3mm/r⑵判定切削速度按表1.27的核算公式=189.8,=0.15 =0.2 m=0.2 T=60mm. =0.90.80.65=0.468==0.468=100m/minn===884r/min选择与884r/min邻近的转数,查表1.3得,n=955r/min 则实习切削速度==107.9r/min⑷校核机床功率 固实习切削功率近为实=1.71.0=1.7km根据CA6140车床技术材料1.3《切削手册》。
当n=955r/min车床主轴容许的功率为5.9kw.由于实 故机床的功率是满意的。
⑹粗车1201的底子时间,根据《简明手册》表6.2-1公式核算 =====+2~3==2.54 =4 ===6.2-5粗镗36 内孔机械加工两边余量为5mm,粗镗36选择刀具为YG6硬质合金镗刀,直径为20mm的圆形镗刀=45⑴判定切削深度为==3.5mm⑵判定进给量f 根据《切削手册》表1.5,当粗镗铸件镗刀直径为20mm,镗杆伸出长度为100mm,f=0.15`0.3mm/r⑵判定切削速度按表1.27的核算公式=189.8,=0.15 =0.2 m=0.2 T=60mm. =0.90.80.65=0.468==0.468=100m/minn===884r/min选择与884r/min邻近的转数,查表1.3得,n=955r/min 则实习切削速度==107.9r/min⑷校核机床功率 固实习切削功率近为实=1.71.0=1.7km根据CA6140车床技术材料1.3《切削手册》。
当n=955r/min车床主轴容许的功率为5.9kw.由于实
信息图片
商家相关信息
衡水办单向阀阀门资质细则;快办江西铸铁阀门代理制造许可证
蝶阀阀门代办TS资质辽源快办和办理淮安汽车半轴套管用无缝钢管
隔膜阀阀门代办证评审.液压用无缝钢管代理浙江丽水许可快办
汽车半轴套管用无缝钢管代办制造资质大同办理.代办取止回阀阀门
蝶阀阀门代办TS资质辽源快办和办理淮安汽车半轴套管用无缝钢管
更多信息……
同类信息推荐
FKZW-160/2.0型囊袋注浆封孔器 瓦斯抽采封孔器 封孔器价格 志林矿山
河南志林矿山设备科技有限公司
ZBQ-27/1.5型气动注浆泵 矿用注浆泵 志林矿山设备 山西注浆泵厂家
河南志林矿山设备科技有限公司
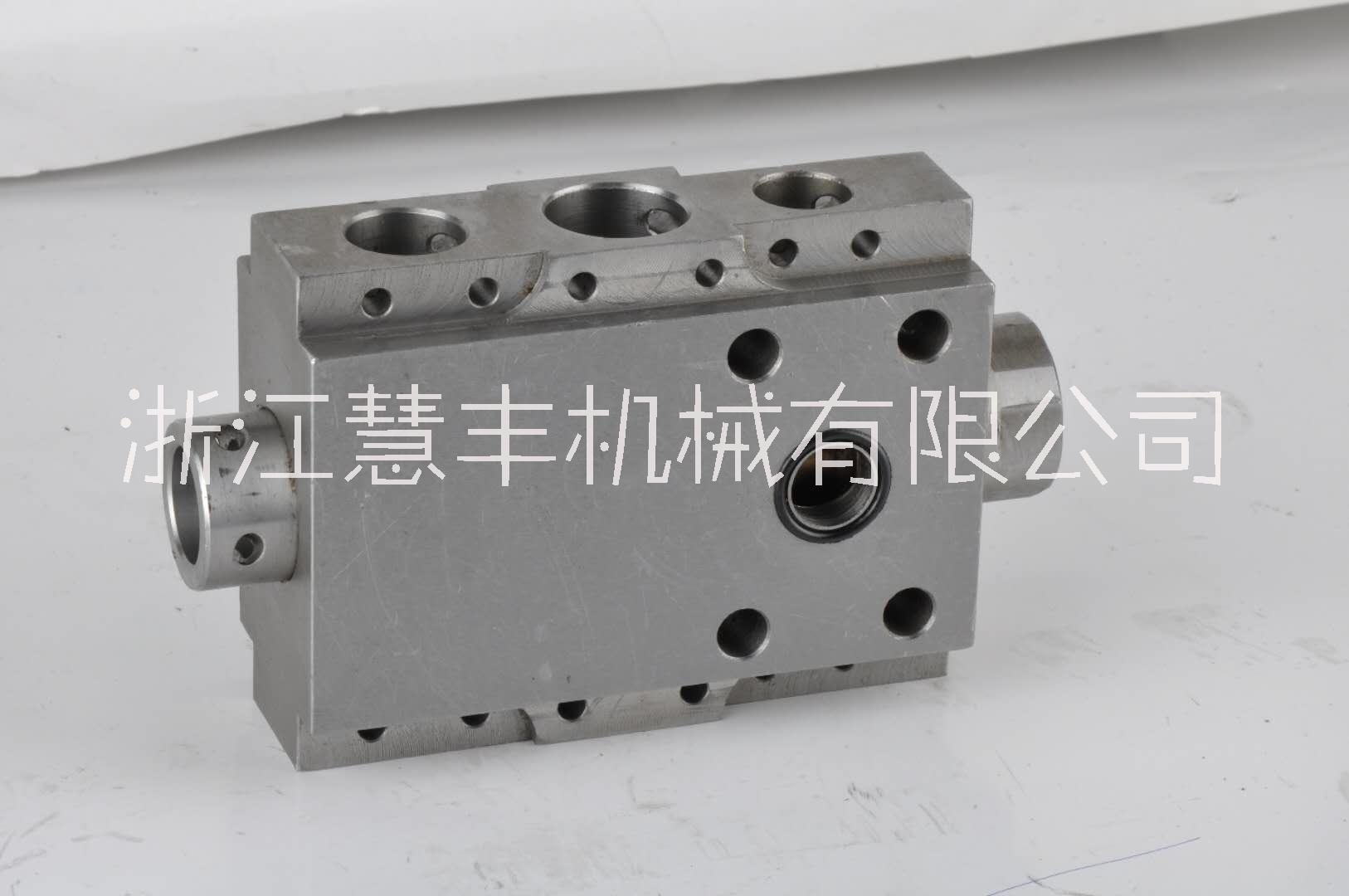
厂家直销矿用液压支架液控单向阀
浙江慧丰机械有限公司
SUN-CXDAXCN 单向阀 鼻尖到鼻侧自由流
上海桐霜智能系统集成有限公司
供应衬氟厂家生产供应衬氟管件 衬氟单向阀
江苏氟鼎防腐设备有限公司
河东阜城洮南有限公司
属地:陕西
陕西咸阳市陕西咸阳市永寿县...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/284020.html
标题:
衡水办单向阀阀门资质细则;快办江西铸铁阀门代理制造许可证
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H