搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
塑料片材挤出机_JDL-150_玖德隆机械有限公司
信息详情
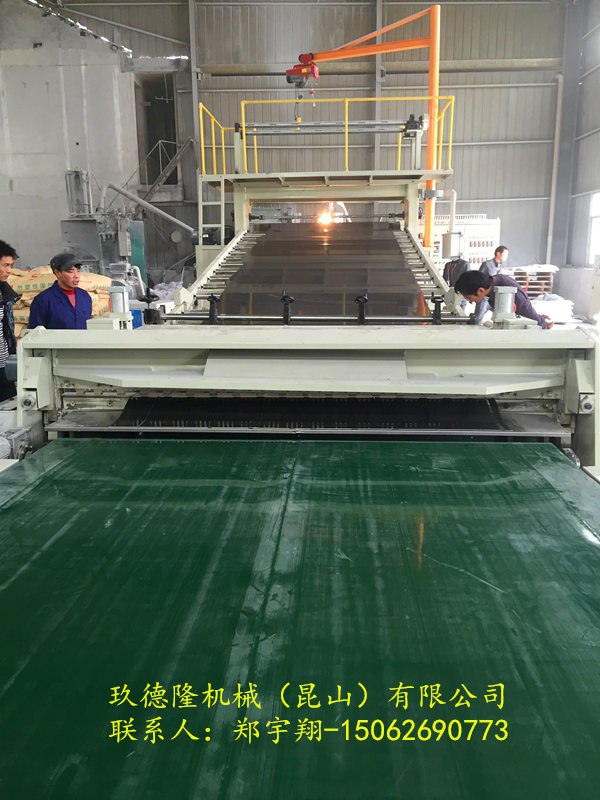
塑料片材挤出机_JDL-150_玖德隆机械有限公司 塑料片材挤出机_JDL-150_玖德隆机械有限公司(1)_生产设备机筒上各段温度由加料段开始至机筒与成型模具连接处温度逐渐提高(2)成型模具温度略高于机筒温度。
高出温度控制在5---10℃。
模具两端温度略高于模具中何温度,高出温度控制在5-10℃。
(3)_入片形式,三辊的中间辊上辊面应与模具唇口下平面在一个水平面上;唇口端面与中间辊中心线平行,相距50~100mm。
(4)模具唇口间隙应略小于或等于板制品厚度,模唇中间间隙应略小于两侧端模唇间隙。
(5)注意三辊工作面粗糙度R应不大于0.2pm。
清理辊面时不许用硬钢刀刮划辊面,应使用铜质刀清理辊面残料。
(6)辊面应有一些中高度;三辊间的间隙应等于或略大于板的厚度。
(7)成型模具温度控制要稳定。
温度高时熔料在模具内流动速度变快;温度低时熔料在模具内流动速度变慢。
不稳定的熔料流速会造成板(片)制品的纵向厚度误差大。
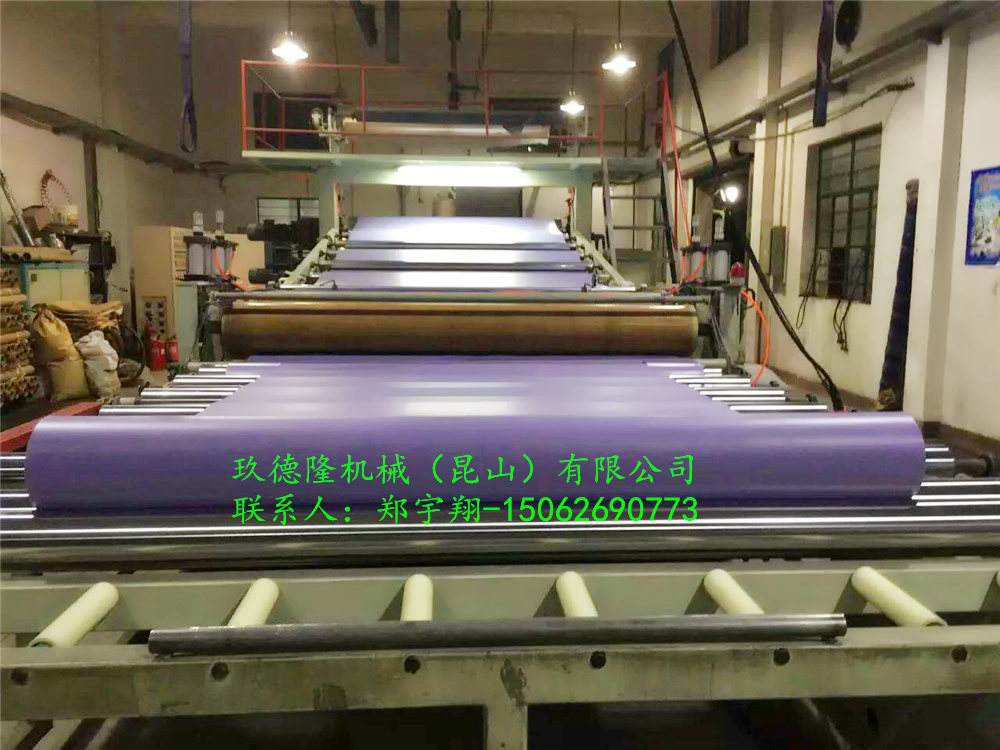
(8)注意控制三辊的工作面温度,应是进片辊温度略高些,出片辊温度略低些。
辊面温度偏高,板坯不易脱辊,制品表面易产生横纹;温度偏低,制品表面不光泽。
根据此现象,辊面温度控制要及时调整。
(9)三辊的运转速度要略高于板坯从模具口的挤出速度,一般速度差不超过10%。
三辊工作速度要控制平稳,过快或过慢的运行速度对板的厚度误差都有较大影响。
塑料片材挤出机_JDL-150_玖德隆机械有限公司 挤出成型技术包括电线包覆、管棒型材挤出、薄膜片材和单丝的制造。
所有挤挤出机基本上均是单螺杆挤出机,只是机头、口模、定型、冷却、牵引、拉伸、压延、收卷等下游设备各不相同。
挤出机要求:料筒上的金属或陶瓷加热器必须覆盖金属料筒全部表面,并能加热至400℃±2℃,以确保温度均匀分布。
PEEK的熔体黏度较高,与聚碳酸酯(PC)、聚醚砜(PES)相似,因此驱动马达的输出功率要高,至少要0.25M/(kg·h).挤出机尺寸和挤出量应该匹配,以缩短熔体在高温料筒的停滞时间,一般局限在5~10min。
大多数螺杆设计完全适合PEEK挤出,但连续压缩的PVC型螺杆并不推荐,因为这中螺杆没有加料区,致使塑料一进入料筒就发生压缩,导致螺杆扭矩过大。
PEEK熔体的过滤对挤出物力学性能的均匀性有良好的影响;用20/60/250/60/250目不锈钢丝编织网组成的过滤组合装置对连续流动的熔融体过滤能获得较好的结果。
塑料片材挤出机_JDL-150_玖德隆机械有限公司 挤出成型技术包括电线包覆、管棒型材挤出、薄膜片材和单丝的制造。
所有挤挤出机基本上均是单螺杆挤出机,只是机头、口模、定型、冷却、牵引、拉伸、压延、收卷等下游设备各不相同。
挤出机要求:料筒上的金属或陶瓷加热器必须覆盖金属料筒全部表面,并能加热至400℃±2℃,以确保温度均匀分布。
PEEK的熔体黏度较高,与聚碳酸酯(PC)、聚醚砜(PES)相似,因此驱动马达的输出功率要高,至少要0.25M/(kg·h).挤出机尺寸和挤出量应该匹配,以缩短熔体在高温料筒的停滞时间,一般局限在5~10min。
大多数螺杆设计完全适合PEEK挤出,但连续压缩的PVC型螺杆并不推荐,因为这中螺杆没有加料区,致使塑料一进入料筒就发生压缩,导致螺杆扭矩过大。
PEEK熔体的过滤对挤出物力学性能的均匀性有良好的影响;用20/60/250/60/250目不锈钢丝编织网组成的过滤组合装置对连续流动的熔融体过滤能获得较好的结果。
塑料片材挤出机_JDL-150_玖德隆机械有限公司 标签:塑料片材塑料挤出塑料片材塑料片材塑料片材 塑料片材挤出机塑料挤出机塑料片材设备塑料片材挤出机厂家塑料片材机报价 蚌埠市塑料片材挤出机 蚌埠市塑料片材挤出机厂家[塑料片材挤出机 塑料挤出机 塑料片材设备 塑料片材挤出机厂家 塑料片材机报价] 蚌埠市塑料片材挤出机厂家塑料片材挤出机_JDL-150_玖德隆机械有限公司
信息图片
商家相关信息
橡胶片材挤出机_橡胶片材生产线
丁基橡胶阻尼片材挤出机 苏州丁基橡胶阻尼片材挤出机
丁基橡胶阻尼片材挤出机 苏州丁基橡胶阻尼片材挤出机
汽车顶棚片材挤出设备_单螺杆塑料板材生产线厂家_玖德隆/蚌埠佳德厂家制造
陶瓷化低烟无卤造粒机 低烟无卤造粒设备 金属粉末造粒机
更多信息……
同类信息推荐
东莞管材挤出机-管材挤出机价格-管材挤出机供应商
东莞小杜机械科技有限公司
厂家供应平行双螺杆塑料片材挤出机 水环热切挤出机 塑料挤出机
瑞安市浩翔塑料机械有限公司
买挤出机选瑞泉机械,塑料挤出机,跳绳挤出机,箱包围条挤出机,雨刮器挤出机,挤出机价格
瑞安市瑞泉塑料机械有限公司
HR3SJ-FM2500三层共挤吹膜机 瑞安华瑞供应吹膜机
瑞安市华瑞塑料机械有限公司
厂家供应高速塑料挤出 PLA专用淋膜机组生产销售价格 塑料挤出淋膜机800
汕头市启航精机有限公司
玖德隆机械(苏州)有限公司
属地:安徽
安徽蚌埠市...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/794709.html
标题:
塑料片材挤出机_JDL-150_玖德隆机械有限公司
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H