搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
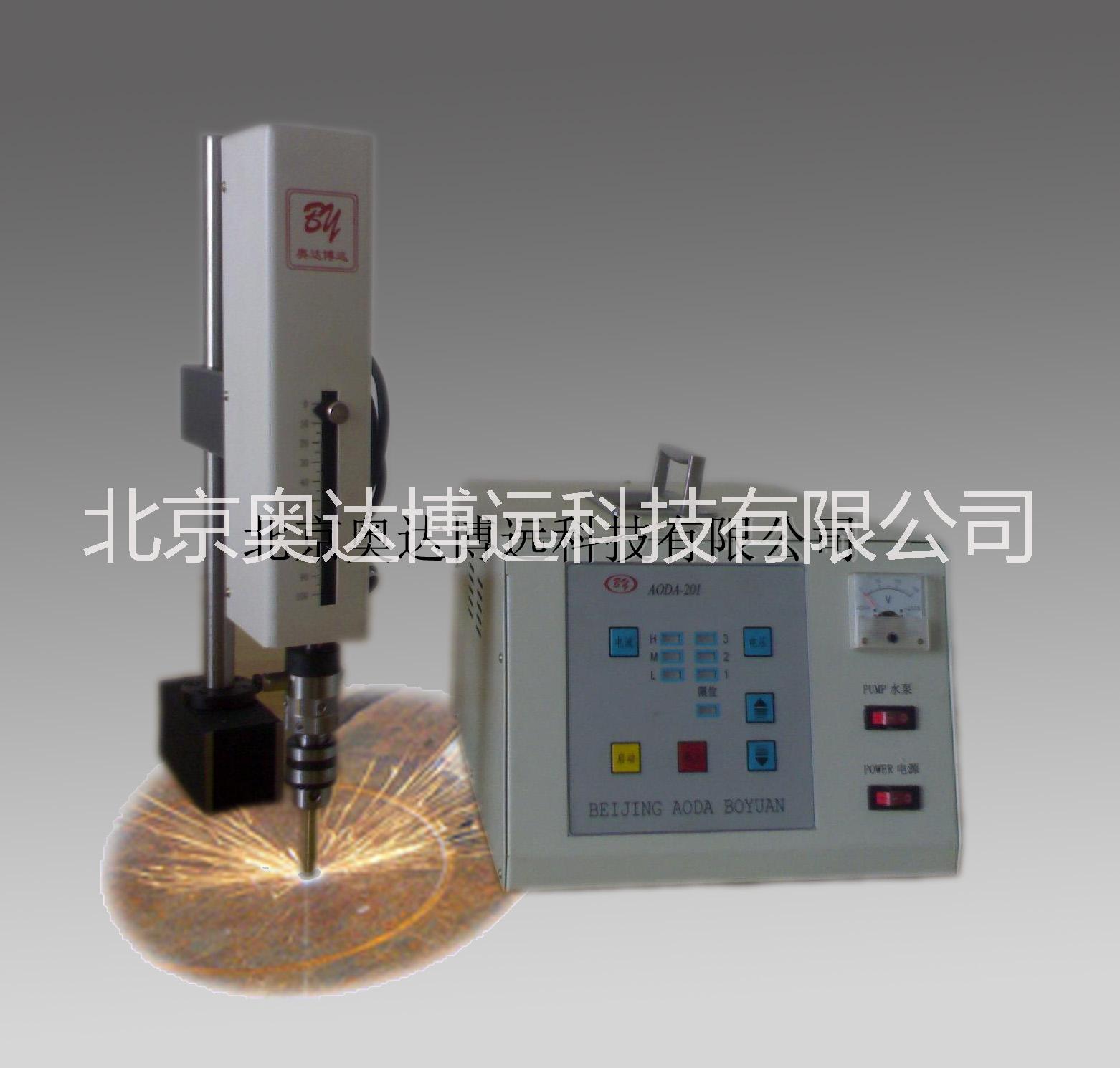
供应电火花细孔放电加工机床
信息详情
多轴数控高速电火花小孔机(可配铣槽功能)多轴数控高速电火花穿孔机能自动完成工件不同位置的小孔自动加工,多轴数控高速电火花穿孔机共有多个座标轴,X、Y、A、C、W轴采用进*流伺服电机及驱动系统半闭环控制。
X、Y、A、C轴的点位数控,Z、W轴的伺服及位置控制。
(各轴可根据用户要求配置)工作台配置X、Y轴,完成工件各孔位置的换位。
X、Y为直角直线运动轴,采用滚动导轨、滚珠丝杠,工作台采用花岗石台面镶不锈钢T型槽用以安装固定工件。
主轴头配置了Z、W伺服及位置控制,其中Z为直线伺服运动轴,完成加工中电**的伺服进给。
W轴为直线运动轴,完成导向器与工件之间高度位置的调整。
A轴为旋转轴,分度范围±90°。
C为旋转坐标轴,分度范围0-360°。
配置的旋转头,完成加工中电**的旋转及旋转高压导液,旋转导电及电**的夹持。
数控高速电火花穿孔机X、Y、Z轴控制当量0.001mm。
数控高速电火花穿孔机配置循环过滤的高低压工作液系统,工作液箱采用不锈钢制作。
多轴数控高速电火花穿孔机属电火花加工设备。
采用铜管作为电**,有导向器导向,在电**与工件之间施加*脉冲电源,加工时主轴带动电**在伺服系统控制下作伺服进给,在电**与工件之间产生脉冲高频放电,有控制地蚀除工件。
加工中,高压水质工作液从电**的内孔中喷出,对加工区域实施强迫排屑冷却,保证加工的顺利进行。
加工技术加工孔径范围一般在Φ0.3~Φ3mm,*深径比可达200:1以上,加工速度一般可达5-60mm/min,能直接从工件的斜面、曲面穿入,不受材料的硬度及韧性限制,除了能加工一般的导电材料外,还能顺利加工不锈钢、淬火钢、硬质合金、高温耐热材料、钛合金等其它一些难加工材料。
多轴数控高速电火花穿孔机采用586工控机,带17”液晶彩显;采用人机对话及中文操作界面。
多轴坐标显示,加工状态显示;停电记忆,电**用完发讯;按工件要求自动分度,自动加工;每孔加工后,对电*部损耗变尖的部分进行自动修整,保证每孔加工时电**的一致性,提高加工孔尺寸的一致性;各孔加工自动检测零位,加工深度数控,提高加工孔尺寸的一致性;配置外冲液,使出口加工顺利,提高孔加的表面质量、精度。
可配置铣槽功能,根据用户要求配置。
苏州率尔捷机电科技有限公司提供多轴数控高速电火花穿孔机,数控电火花微孔机,电化学去毛刺机,电火花线切割机床,电火花成型机,电火花去断丝锥机技术支持,标签: 苏州市数控电火花 苏州市数控电火花厂家苏州市数控电火花厂家供应电火花细孔放电加工机床
信息图片
商家相关信息
供应合金钢零件去毛刺设备
供应齿轮电化学去毛刺机床
供应多轴数控高速电火花小孔加工机床
电化学去毛刺机床-ECD设备
供应多轴数控高速电火花小孔加工机床
更多信息……
同类信息推荐
供应电火花
北京奥达博远科技有限公司
天津线切割机床价格 天津线切割DK7740 快走丝线切割DK7740
天津乾元星数控设备有限公司
供应科电DJ-6(B)型电火花检漏仪科电DJ-6B型电火花检漏仪
北京科电时代仪器技术有限公司
科电-DJ-6-B型电火花检漏仪,厂家直销
北京科电时代仪器技术有限公司
北京通孚电火花 线切割专用加工乳化油皂化液冷却液电火花全合成
北京通孚碧水环保技术有限公司
苏州率尔捷机电科技有限公司
属地:江苏
江苏苏州市...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/1064445.html
标题:
供应电火花细孔放电加工机床
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H