搜索
会员登录
免费注册
滚动更新
分站导航
行业专题
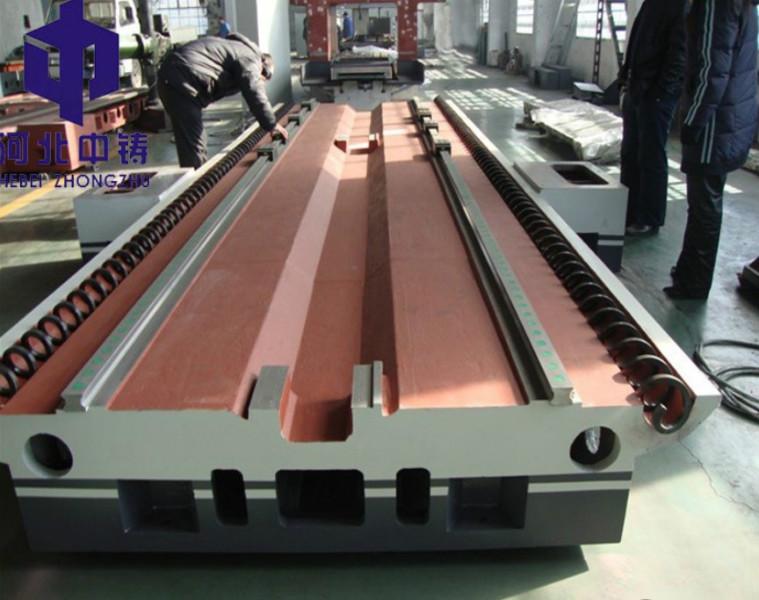
供应大型机床地轨/机床附件/河北泊头铸造/可来图加工定做
信息详情
床身铸件(大型机床铸件)的优点:1、树脂砂型刚度好,浇注初期砂型强度高,这就有条件利用铸铁凝固过程的石墨化膨胀,有效地*缩孔、缩松缺陷,实现灰铁铸铁、球墨铸铁件的少冒口、无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型(镗铣床工作台)。
当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
3、相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具袍之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
机床铸件的涂装工艺技术要求:1经过机械加工后的床身铸件,涂漆前必须用金属清洗剂或洁净的工业*进行淋洗或刷洗,确保**表面的油污和其他污物。
2.底漆刷涂或喷、浸要均匀,底漆在使用前必须充分搅拌均匀,稀释至适当的年度再进行涂抹。
3.机床床身涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以*。
4.采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
5.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前必须充分搅拌均匀。
6.在**一到腻子打磨清理干净后,需要喷涂过*第二道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。
大型机床铸件的铸型分型面选择得正确,可以简化造型操作,提高劳动生产率,使铸件尺寸准确,减少废品等。
在选择铸型分型面时,一般应注意下面几点:1.尽量把大型机床铸件的大部分或全部放在下型内,这样可将主要的泥芯放在下型,便于泥芯的安放和检验,还可使上型的高度减低,便于合箱。
是铸件分型面的选择,它将铸件全部放在下型,避免错箱,保证铸件质量。
2.应使铸件的加工面及加工基准面,放在同一个铸型内。
在机械加工时,铸件上部的方头(夹具夹紧处〉是作为外困表面车削螺纹的基准,由于加工面与加工基准面都处在同一个上型内,从而减少因错箱造成的加工余量不够。
3.当机床铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应尽量使加工的基准面与大部分的加工面放在分型面同一侧。
4.应使铸模容易从铸型中取出,并尽量减少活块模、高大的吊砂和弯曲的分型面等。
5.尽量减少泥芯的使用。
这样可以省去制造和安放泥芯的工作,也可减少由此造成的误差及产生的披缝,降低铸件的制造成本。
6.铸件的的不加工表面应尽量避免有披缝。
在套筒不加工的外圆表面上看不到披缝,提高了铸件的外观质量。
7.铸型的的分型面,应尽量能与浇注位置一致。
这样可避免合箱后,再翻动铸型。
因翻箱操作是一个很繁重的工作,同时在翻动大型铸件铸型时,可能使泥芯的位置发生移动,影响铸件的精度或造成缺陷。
标签: 沧州市机床附件 沧州市机床附件厂家河北沧州市沧州市机床附件厂家供应大型机床地轨/机床附件/河北泊头铸造/可来图加工定做
信息图片
商家相关信息
供应防**扳手/防**钳子/防**改锥
供应铸铁平板/平台/金属铸件/量具
供应防**扳手/防**钳子/防**改锥
供应防**扳手/防**钳子/防**改锥
供应大理石平台、黄冈岩平台、铸铁平台平板
更多信息……
同类信息推荐
河北中铸铸造制造有限公司
属地:河北
...
分享二维码
用户举报
举报网址:
https://www.zhuigan.com/xinxi/1061554.html
标题:
供应大型机床地轨/机床附件/河北泊头铸造/可来图加工定做
问题类型:
分类错误
信息重复
假冒欺诈
违法行为
色情政治
问题描述:
举报人电话:
举报人邮箱:
提交
关于我们
| Copyright 2008 - 2023 追赶网. All Rights Reserved
备案号:
黑B2-20070842
| 公安备案号:
23010302000134
| 统一社会信用代码:
91230103763186464H